Volume 3 Issue 3
What’s Happening at Missouri S&T:
June Short Course, "Introduction to Coatings Composition and Specifications" - Register Today!
The Missouri S&T Coatings Institute is proud to announce a new short course June 19-21, 2006 designed for the new coatings person in areas such as sales, marketing or production, "Introduction to Coatings Composition and Specifications." The course was initiated by a number of raw material companies and distributors requesting a course with this format. This course is not as heavily technical as is our “Basic Composition of Coatings¿? and “Introduction to Paint Formulation¿? courses. The ?Introduction to Coatings Composition and Specifications?? course is a two and a half day course which will discuss the types of coatings, the basic composition of coatings and the tests and specifications used by the industry. This course will allow the participant to gain the fundamentals needed to work in this industry and to communicate more clearly. More information can be found at the above links, on our website at http://coatings.mst.edu, or by emailing coatings@mst.edu or calling 573-341-4419.
Fall Short Course Dates Announced!
This fall we will be offering “Basic Composition of Coatings¿? September 11-15, 2006 and “Introduction to Paint Formulation¿? October 9-13, 2006 . The Basic Composition course is intended for new personnel in the coatings profession. It targets the components of coatings (resin, pigments, extenders, solvents and additives), testing and specifications, general formulation and manufacturing methods. Basic Composition is primarily a lecture course with several laboratory demonstrations. The Introduction to Formulation course is intended to give the person a fundamental knowledge of how to approach a starting formulation and troubleshoot it. This course involves both lecture and laboratory work For more information see our web site at http://coatings.mst.edu and to register contact Michael Van De Mark at coatings@mst.edu or call 573-341-4419.
Mark David Algaier receives Missouri S&T Professional Degree
At the December 17th commencement, the University of Missouri-Rolla awarded 12 professional degrees, one of which was received by a coatings industry professional, Mark Algaier.
 |
Mark Algaier
Vice President of Research and Development, Hillyard Industries Inc.
Mark Algaier earned a bachelor of science degree in chemistry with emphasis in life sciences from Missouri S&T in 1975. He earned a master’s degree in business administration from Keller Graduate School of Management at DeVry University in 2000. After graduation from Missouri S&T, he joined Cook Paint and Varnish in Kansas City, Mo., as a research chemist in the trade sales laboratory. He was promoted to laboratory supervisor in 1977. Algaier was named manager of coating applications and senior research chemist for Hillyard Industries, Inc., a leading manufacturer of gymnasium finishes and janitorial products in St. Joseph, Mo., in 1979. He was promoted to vice president of research and development in 1987. While at Missouri S&T, he was a member of Alpha Chi Sigma honor society. Algaier and his wife, Lynn, reside in St. Joseph, Mo. They have four daughters, three sons and one granddaughter.
11/30/2005 01:39 - Missouri S&T Public Relations
Technical Insights on Coatings Science
How Film Thickness is Measured
By Michael Van De Mark, Kathryn Sandefur, and Cynthia Riddles, Missouri S&T Coatings Institute
The dry film thickness of a coating can be one of the most important properties measured in a coating. It will control the properties of all subsequent tests. It is therefore imperative that the film thickness be both of the proper value and accurately measured. Many devices have been developed to determine the thickness of a coating from the Tooke Gage to the Ultrasonic film thickness gage. The following sections describe each and their limitations. Wet film thickness can be done also by a variety of tests which will follow the dry film device section.
Dry
Tooke Gage: The Tooke Gage is a destructive measurement which scribes a “V¿? into the coating down to the substrate. A grid is overlaid through a magnifying lens and simple trigonometry is used to relate the angle of the scribe to the width of the film layer giving the film thickness. ASTM D 4138 is used for this test. The Tooke Gage is often employed for non-metallic substrates where more modern non-destructive test methods are not available.
 |
Micrometers: A micrometer is a simple and relatively accurate method for non-destructive measurement of coating thickness where the substrate is thin and uniform and where the substrate thickness can be measured prior to coating and after coating. It does require access to the coating near the edge, typically within a half inch of the edge. The accuracy of this direct measurement is typically +/- 0.1 mil.
 |
Magnetic: This gage is designed for non-magnetic steel substrates. It meets ASTM B 499, E 376, D 1186 standards. It operates upon the effective holding power of a magnet with distance. As the distance increases the magnetic field decreases and so does its holding power. A cam/dial is used to move the magnet away from the coated surface until it releases the magnet. The dial/cam is calibrated to yield the film thickness. This gage must be calibrated to the metal substrate under test and can be used on galvanized as well as conventional steel substrates. Testers are available with ranges from 0-2 to 20-200 mils.
 |
Magnetic Flux: A permanent u-shaped magnet produces a flux across the air gap between two contact points which is influenced by the close proximity of a ferrous substrate. The separation of the contact points from the ferrous substrate is then read on the meter as the film thickness. Typically these instruments measure between 0-25 mills +/- 0.1 mil.
  |
Eddy Current: The inductive current meter type is an excellent method for conductive substrates. A coil of wire with a high frequency current produces an alternating magnetic field which interacts with the substrate producing eddy current. It can be used on ferrous or non-ferrous metals including zinc, brass, aluminum and stainless steel. It can measure film thicknesses from 0.1 to typically about 40 mil with an accuracy of +/- 0.1 mil. Since these devices are digital, the devices can average, recall or do statistical studies. Modern equipment can down load the data to a computer for archiving or report generation. The gage can do ASTM B 499, D 1186 and D 1400.
 |
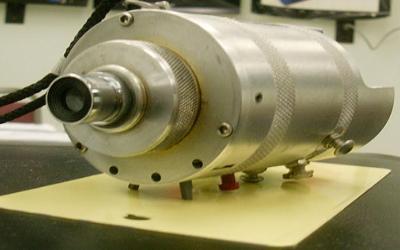
Ultrasonic: The ultrasonic film thickness gage relies upon sound waves to measure the thickness. The higher the frequency the more accurate the measurement and the higher the cost. This technology is similar to the fish finders which determine the depth fish travel or the sonar on a ship. Sound waves travel to the surface and echo back to the detector. The time of travel is directly related to the film thickness. This technology can be adapted to a non-contact on the fly measurement of film thickness of wet films such as those in coil coating. The ultrasonic gages are more costly but can be utilized on metallic or non-conductive substrates such as plastic non-destructively. Ultrasonic measurements from 0.3 to over 175 mils can be made and accuracy to +/- 0.1 mil. Higher accuracy should be attainable in the near future. It conforms to ASTM D 6132.
Wet
Wet dip(Comb Type): The comb type wet film gages are dipped into the wet paint and therefore create surface defects at the site of contact. The gage can measure from 0-80 mil with accuracy depending upon the number of dip points. Care must be taken to insure a vertical entry and withdrawal of the gage any horizontal movement may cause errors. It conforms to ASTM D 4414.
 |
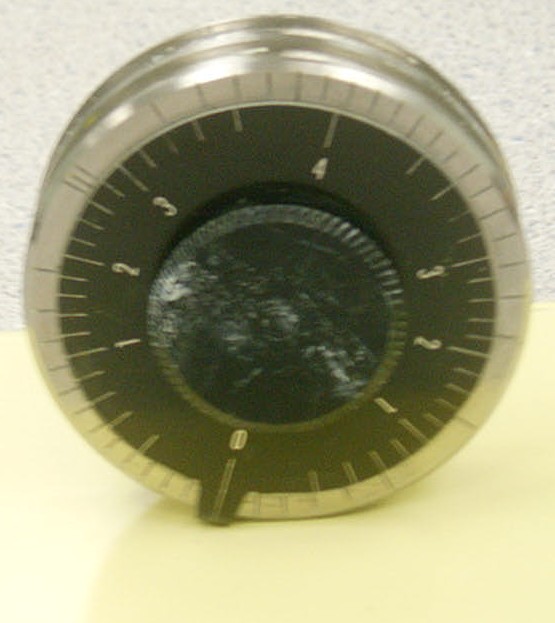
Disk: The disk type are similar to the comb in that they are destructive and must be placed into the wet paint. Instead of a simple dip, the disk is rolled and a scale on the side is read to determine the film thickness. Typically the scale allows films from 0-1 mil to as high as 10-30mil to be determined depending upon the disk. It conforms to ASTM D 1212.
 |
Weight: The weight method can be used to determine the wet or dry film thickness. If the surface area is known and the paint density, the paint can be applied by weight and thus the film thickness calculated. When dry, if the dry density is known, the paint film thickness can be calculated. For testing, the application of paint by weight can be used to produce films of a given thickness. Coatings can be placed on the panel and weighed or the paint can be weighed and applied by transfer difference.
Is there a topic you would like discussed? Contact us by e-mail at coatings@mst.edu.
| September 11-15, 2006 Basic Composition of Coatings This course provides an overview of the components of paint and how they work. Participants are also introduced to methods for testing and manufacture of paint. |
| October 9-13, 2006 Introduction to Paint Formulation This course provides techniques used in formulating paint from raw materials. It involves formulating and making paint in the laboratory, "Hands on!" June 19-21, 2006 Introduction to Coatings Composition and Specifications This two and a half day course is designed for the new coatings person is fields such as sales, marketing or production. |
To subscribe/unsubscribe to this newsletter, click here. Feel free to forward this to your colleagues. |