Volume 3 Issue 2
What’s Happening at Missouri S&T:
New Short Course Offering!
The Missouri S&T Coatings Institute is proud to announce a new short course designed for the new coatings person in areas such as sales, marketing or production, "Introduction to Coatings Composition and Specifications." The course was initiated by a number of raw material companies and distributors requesting a course with this format. This course is not as heavily technical as is our “Basic Composition of Coatings¿? and “Introduction to Paint Formulation¿? courses. The ?Introduction to Coatings Composition and Specifications?? course is a two and a half day course which will discuss the types of coatings, the basic composition of coatings and the tests and specifications used by the industry. This course will allow the participant to gain the fundamentals needed to work in this industry and to communicate more clearly. More information can be found at the above links, on our website at http://coatings.mst.edu, or by emailing to coatings@mst.edu or calling 573-341-4419.
Spring Short Courses - Remaining spaces are limited, so Register Today!
This spring we will be offering “Basic Composition of Coatings¿? March 13-17, 2006 and “Introduction to Paint Formulation¿? May 15-19, 2006. The Basic Composition course is intended for new personnel in the coatings profession. It targets the components of coatings (resin, pigments, extenders, solvents and additives), testing and specifications, general formulation and manufacturing methods. Basic Composition is primarily a lecture course with several laboratory demonstrations. The Introduction to Formulation course is intended to give the person a fundamental knowledge of how to approach a starting formulation and troubleshoot it. This course involves both lecture and laboratory work For more information see our web site at http://coatings.mst.edu and to register contact Michael Van De Mark at coatings@mst.edu or call 573-341-4419.
Summer Interns
Remember to contact us early if you are planning to hire a summer intern next year. We will make sure that our students are informed of the opportunity.
Technical Insights on Coatings Science
Adhesion Testing
By Cynthia Riddles, Missouri S&T Coatings Institute
One of the most important properties desired in a coating is the ability to adhere to a specific substrate. The slightest breakdown at the interface of the two surfaces can cause the coating to fail in its purpose. Failure of the coating is seen in such examples as flaking, blistering, chipping, and de-lamination. Testing the strength of the adhesion of the coating is one way in which the quality of the coating is determined. Unfortunately adhesion testing is a destructive test and limits its application to finished products.
There are many tests that can be used to measure the adhesion of the coating to the substrate and, in general, they fall into three basic methods: tape test, scrape adhesion and pull-off test. The tests that are being compared in this article are all carried out here at the Missouri S&T Coatings Institute and they are: the cross-cut tape test, the pneumatic adhesion tensile testing instrument (PATTI), and the torque adhesion test.
The cross-cut or sometimes called the cross-hatch test is a type of tape test. Specific procedures for this test are described in the ASTM Book of Standards, ASTM D 3359 test method B.1 The coating to be tested is applied to a substrate, normally wood, aluminum, steel or any uniform panel material. After the coating has dried, scores are made in a lattice type pattern, cutting all the way through to the substrate. The number of lines in the lattice and width between each line is specific to the range of the thickness of the coating. For dry film thicknesses of 2mm or below, 11 lines are cut 1mm apart. For dry film thicknesses between 2mm and 5mm, 6 lines are cut 2mm apart. For dry film thicknesses above 5mm, the cross-cut method is generally not used; instead the ASTM calls for the X-cut method, which is also found in ASTM D 3359 as Method A. 2
A 75mm length of tape is placed on the lattice and rubbed evenly with an eraser, which helps to ensure that the tape is adhered to the entire lattice. The tape is peeled off at an angle of 180° within 1-3 minutes of being applied. Evaluation of the lattice is then made by comparing the sample’s lattice to the standards shown in the ASTM manual in order to assign a rating according to the flaking and detachment of the coating.3
 |
When evaluating the results of an adhesion test, two key aspects of the data collected should be noted; what percent of a designated area was affected, and how did the coating fail, or put another way, what mode of failure was observed? The modes of failure for a coating are the same for any of the adhesion tests that are carried out. The coating can fail to adhere to a substrate or another layer, which is termed an adhesion failure, or it can fail to hold together within itself, which is termed a cohesion failure.
The PATTI test procedures are listed in the ASTM Book of Standards, ASTM D 45414. Typically, the substrate used for this type of testing is steel panels at least 6.4mm thick, because panels that are not at least this thickness do not give accurate results. Thin panels are deformed by the force needed to pull the pucks off and cause shear forces at the edge of the puck and premature failure will be noted. Again, the coating is applied to the substrate and allowed to dry adequately. The coating is slightly roughened with 400 grit sandpaper, and a puck is glued directly to the coating with a solventless adhesive, usually an epoxy, which has greater adhesive strength than the coating being tested. One end of the puck is flat and the other is threaded so the flat side of the puck is glued to the panel.
The surface of the puck is completely covered with the epoxy, and care must be taken to remove any excess epoxy that is around the base of the puck. A plastic cut-off ring is slipped onto the puck and is pushed down to the panel surface. The cut-off ring has a wedge-like thickness to it, and goes onto the puck with the thin edge facing down. This will ‘cut’ through the epoxy ensuring no excess epoxy dries on the surrounding surface of the coating.5 The cut-off ring can be removed after the epoxy is completely dried.
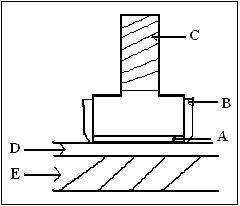 |
A = Adhesive, B = Cut-Off Ring, C = Aluminum Puck, D = Coating, E = Substrate
The control module of the PATTI instrument has a line to a tank of compressed gas, and a line to the piston. The piston is a circular disk with a hole in the center which allows it to be placed over the puck. The piston contains a gasket that is exposed all along the top of the piston body. After the piston is placed on the panel, another disk is placed on top; this is the reaction plate and it is threaded to match the puck. The reaction plate is screwed down onto the puck, and then loosened by a 90° twist.
 |
The gas is pressurized to the control module and the pressure to the piston increases uniformly causing the gasket to rise. As the gasket rises, the upward force is uniformly applied to the reaction plate; this in turn applies an upward force on the puck, and will pull the puck off the panel. If the substrate is too thin, it will flex with the coating as the puck is being pulled off resulting in inaccurate readings that do not reflect the adhesion of the coating. The control module records the maximum pressure obtained during the test, which is reported in PSIG. This reading is then converted to PSI units by a table supplied with the PATTI tester. This value indicates the pull-off adhesion strength of the coating in PSI. In general, modes of failure and failure percentages are reported. For example, if a topcoat has been pulled off from half of the surface of the puck showing the primer underneath, and the other half has primer on both the puck surface and the substrate, the following would be reported: a 50% topcoat adhesive failure and a 50% primer cohesive failure.
The lack of ability of the PATTI test to measure adhesion on thin substrates led to the development of a torque test that could be used on thin substrates. The Oklahoma City Air Logistics Center and Battelle developed the torque adhesion test, which uses a digital torque wrench to measure the torque force required to pull a puck from a substrate. The test was developed as a way to accurately measure the adhesion of paint to an aircraft skin panel, which is typically made from aluminum or a composite material, but has since been adapted to other applications.6
Preparation of the panels is the same for the torque test as it is for the PATTI test, with the exception of the addition of a nut being threaded onto the puck prior to being glued to the substrate. After the epoxy is dry, the panel is clamped down to a working surface, such as a lab bench, which prevents the panel from sliding during the test which would give inaccurate readings.
Specific operation of the torque wrench should be followed according to the owner’s manual. A deep socket is needed to fit onto the torque wrench; and this will need to be long enough to access and fit snugly onto the nut. With the torque wrench on and set to record the maximum torque force in inch-pounds, the wrench is turned in a clockwise direction until the puck is removed. Percentages of failure and the modes of failure are reported for the torque test just as they are for the PATTI. To convert the torque force readings to the adhesion strength, Battelle and Oklahoma City ALC lists a conversion equation which takes the value supplied by the torque wrench and converts to PSI.7
t = 32(torque in inch pounds)r
d4pi;
Where, "t" is the adhesion in PSI, and “r¿? and “d¿? are the radius and diameter of the puck in inches.
 |
All three of these adhesion tests are acceptable methods that can be used to aid in determining how well a coating adheres to a substrate. The tape method is a comparison method, and has a slight inherent inaccuracy due to the fact that it is subjective to the person who is rating the failure of the paint. The tape method is also limited in the adhesive strength of the tape being used. The torque test and the PATTI test directly measure an applied force; this reduces the subjective step of the evaluation process, but the determination of percentages and modes of failure is still somewhat subjective.
The benefit of the torque test designed by Battelle is that it is not limited to panels that are of a minimum thickness, it can work for most substrates, regardless of thickness. Another benefit arises from the fact that it has been designed to use the same puck and generally the same sample preparation procedures that are used for the established PATTI adhesion test. These two tests provide complimentary information and running both the PATTI and the torque tests requires little extra work because the panel can have two pucks, one for the PATTI test and the other for the torque test. Since the pucks and adhesive are the same for both, the primary cost difference is in the main equipment used. The price of the PATTI tester starts at about $3800.00 plus the cost of additional pistons and reaction plates, whereas the digital torque wrench starts at $1000.00.
Hopefully in the future, the torque test developed by Battelle and Oklahoma City ALC will be adopted by the American Society for Testing and Materials and will be recognized as a reliable and more flexible method for testing adhesion on panels that is not limited by the thickness of the substrate.
References:
1. American Society for Testing and Materials. 1997 Annual Book of ASTM Standards. 6.01. Pennsylvania 1997. Pgs 355-361.
2. American Society for Testing and Materials. 1997 Annual Book of ASTM Standards. 6.01. Pennsylvania 1997. Pgs 355-361.
3. American Society for Testing and Materials. 1997 Annual Book of ASTM Standards. 6.01. Pennsylvania 1997. Pgs 355-361.
4. American Society for Testing and Materials. 1997 Annual Book of ASTM Standards. 6.02. Pennsylvania 1997. Pgs 326-336. .
5. Elcometer Operating Instructions. Elcometer Instruments Ltd. 1997. Pg.5.
6. Moon, Jan K., and Barbara A. Metz. Identifying a Viable Method to Measure Paint Adhesion to Aircraft Skin Panels. Battelle. May 6, 1994. pg. 1.
7. Moon, Jan K., and Barbara A. Metz. Identifying a Viable Method to Measure Paint Adhesion to Aircraft Skin Panels. Battelle. May 6, 1994. pg. 1.
Special Announcement:
The spring NACE Meeting Schedule is :
March 13 - The Value of Third Party Coating Inspection by Eugene Doer
April10 - Flash Rusting Measurement Mechanism and Prevention by Michael Van De Mark
May 8 - Corrosion in Fire Protection Systems by Tim Davis
NACE meetings are lunch meetings held at the St. Louis Engineers Club, 4359 Lindell.
For more information, call Paul Litzsinger at 314-522-9552
Is there a topic you would like discussed? Contact us by e-mail at coatings@mst.edu.
| March 13-17, 2006 Basic Composition of Coatings This course provides an overview of the components of paint and how they work. Participants are also introduced to methods for testing and manufacture of paint. |
| May 15-19, 2006 Introduction to Paint Formulation This course provides techniques used in formulating paint from raw materials. It involves formulating and making paint in the laboratory, "Hands on!" June 19-21, 2006 Introduction to Coatings Composition and Specifications This two and a half day course is designed for the new coatings person is fields such as sales, marketing or production. |
To subscribe/unsubscribe to this newsletter, click here. Feel free to forward this to your colleagues. |