Meet us at ICE
The Missouri S&T Coatings Institute will be at the International Coatings Exposition on October 26-29. Our booth number is 1366. The faculty will be there as well as several students. We will be displaying our most recent equipment acquisitions for coatings as well as describing several research areas and providing the short courses brochure for 2004-2005. We will also have student resumes available of near future and recent graduates. The Missouri S&T Coatings Institute will be giving away a Missouri S&T St. Pat’s holiday sweat shirt every morning and afternoon during the show. To enter, drop off a business card or fill out an entry form.
Come by and see what Missouri S&T is doing and meet with us. We welcome your visit, input and questions. Have a great show and enjoy Chicago. Technical Insights on Coatings Science Flash Rust: A Water Borne Problem
Michael R. Van De Mark
Flash rust is a significant problem for all water borne coatings applied over steel. What is flash rusting? Flash rusting is corrosion from steel bleeding through a coating creating a stain within hours of the coating application. Long term corrosion is not flash rusting. Flash rusting occurs when a thin film of water resides on the surface of steel for a brief period of time causing corrosion to take place. The corrosion products are often soluble and can migrate within a coating to produce a stain.
It should be noted that steel can be found in many coatings applications other than the main substrate. Dry wall installations use common nails or screws for attachment and will flash rust. Damaged galvanized or painted steel edge-moldings that are steel may also flash rust. Common nails are often a source of architectural flash rusting, though galvanized steel nails are more resistant and should be used to avoid the problem.
Flash rusting is very common in water borne coatings since they have the two primary requirements to allow corrosion; oxygen and water. If either water or oxygen is not available, the metal corrosion rate will be retarded. Since water borne coatings are applied in a thin film, which allows oxygen to readily permeate through the coating, flash rusting is a common problem. 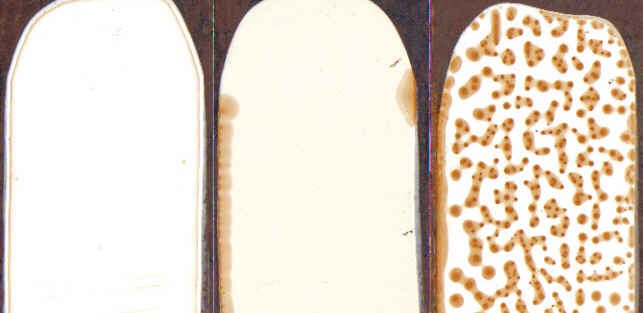
The figure illustrates three types of flash rusting. The first keeps the corrision beneath the coating, the second is a uniform light stain and the thrid is a spot type.
Coatings can be evaluated for flash rust by a number of methods. Commonly the ASTM D610-85 method has been used to evaluate the extent of flash rusting. This method uses a picture based standard to rate the corrosion. The method is very subjective. In our laboratory, even using students educated in the picture method produces very scattered results. For instance, typically a 30% standard deviation is observed when a number of different panels are evaluated by several students. This lack of precision makes laboratory to laboratory comparisons difficult, if not impossible.
At Missouri S&T, we have developed a different method which reduces the human element and produces far less data scatter. Since the picture method is a stain judgement, we chose to evaluate the stain through spectrophotometric measurement and averaging of the measurements on several different areas of the panel. This method therefore produces an average color of the panel. To establish a control, an aluminum panel was coated with the same paint. If the steel test panel color was the same as the control aluminum coated panel color then no corrosion stain occurred. If the formulator is evaluating various anti-flash rust additives, a control without any additive can be used to define 100% corrosion stain. Any value less than 100% is a decrease in flash rust staining while values greater than 100% represent an increase in stain migration to the surface.
Comparative evaluation of different coatings can be made by using the aluminum panel as the standard and the steel panel being compared as a difference. The lower the difference, the less staining. Simple comparison of the delta E can be used to rate the effectiveness of the coating at flash inibition. In addition to the delta E, the reflectance at a specific wavelength such as 640nm can be used, or an index such as the yellowness index. Any of these can be used to evaluate the stain. The equation below illustrates one approach to the evaluation on a percentage basis using the 640 nm reflectance value.
% corrosion = ((Ral –Rstli)*100)/(Ral-Rstd) Where Ral is the reflectance of the coating on aluminum at 640nm; Rstli is the reflectance of the coating on steel with the inhibitor being evaluated at 640nm; and Rstd is the reflectance of the coating uninhibited on steel at 640nm. It is important to note that the color or stain results from the migration of the iron oxides from the substrate surface into the coating. It is not a direct measure of corrosion. Corrosion can be taking place at the substrate surface producing corrosion by-products which are insoluble and do not migrate. If the coating has a high degree of hide, no stain may be observed even though flash rust corrosion has occurred. Thus a stain evaluation is important but not the only piece of information needed to evaluate flash rusting.
Another evaluation we have used for flash rust evaluation to quantify the true amount of rust formation is to use atomic absorption spectroscopy, AA. The control is again aluminum coated with the paint. The sample is the coated steel panel. A specific area of the panels are stripped with methyl ethyl ketone with the aid of a plastic spatula. The scraped paint is dried, weighed, ashed, digested with acid, and analyzed for iron content by AA. This method yields the amount of corrosion quantitatively as a percent iron content in the coating.
We have found that some inhibitors prevent staining but accelerate corrosion. In other systems, the stain is over 100% but the amount of corrosion is significantly reduced. In most applications, we would like for both the amount of corrosion to be substantially reduced and the stain to be virtually eliminated. Stain blocking without corrosion reduction can result in a weak layer forming under the coating that results in poor adhesive strength. Is there a topic you would like discussed? Contact us by e-mail at coatings@mst.edu. |